本章采用COZ连续激光器对毛川铸态合金表面进行表面合金化,所采用的合金元素为C与C+Nb,激光工艺参数主要包括:激光功率、扫描速率、束斑直径等。选用不同的工艺参数,会使得熔凝区的强度场,冷却速率的改变,即改变熔凝区的凝固条件,从而影响熔凝层的组织,而最终影响表面改性层的性能。因此,弄清激光工艺参数对熔凝层显微组织的影响和机理,对控制其显微组织获得高质量的激光表面改性层具有重要意义。为了考察激光工艺参数对熔覆涂层显微组织的影响,本文分别选择了三种激光束扫描速度,三种功率参数进行激光熔覆,来研究激光熔覆工艺参数对熔覆涂层显微组织的影响。
实验中所采用的试样为五川旧川一Cr一1.SNb一IV铸态合金,用线切割方法截取试样为7x13x18nnn平,所用设备为华中禾股大学激光重点实验室的skw连续波横流COZ激光器似GL一InHS(xx〕R)。分别将粉末C和混合粉末C+Nb均匀涂在表面,利用skw横流连续波COZ激光器对表面13~x18~进行激光处理,激光熔覆试验前用酒精和丙酮反复清洗试样表面。在实验过程中轴向通以氢气保护,使用氢气的流量约为SUmln。滴胶加工工艺参数范围为:激光功率1.介w一2.5蜘,扫描速率1.3mln/S一2.omm内,束斑直径均为4n卫n。激光熔覆后再将试样切成大小相同的两块,以供观察组织和高温氧化试验用。
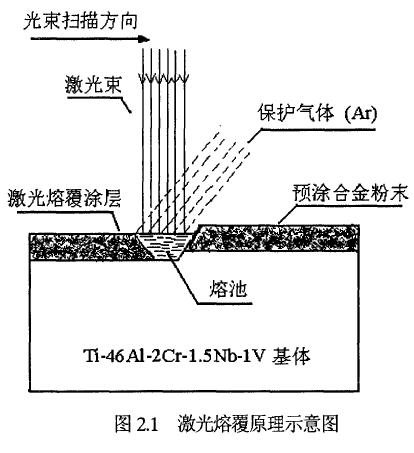
对试样的原始组织及激光熔覆的显微组织进行了光学金相及扫描电镜观察,金相试样经机械抛光后,用IHF+6HNO3+7H2o(体积分勤溶液腐蚀15一305,用吹风机吹干后,www.sanyexin.com再用SEM进行组织观察。图2.1为激光熔覆原理示意图。
|







